

PHẦN MỀM CẮT LỚP PRUSASLICE
1.1 Giới thiệu chung
Công nghệ in3D là một quá trình sản xuất các chất liệu theo phương cách xếp chồng từng lớp lên nhau tạo nên vật thể 3 chiều. Để làm được việc đó, người ta đã tạo ra các phần mềm cắt lớp phổ biến như tạo file gcode để có thể sử dụng được cho máy in3D. Hiện đang sử dụng phổ biến tại Việt Nam như UltiMaker Cura, Simplyfi3D , PrusaSlice
Các phần mềm nói trên sẽ cho ra các file dưới dạng gcode để điều khiển động cơ bước cũng như là nhiệt độ để máy in hoạt động một cách hiệu quả nhất. Trong quá trình sử dụng 3 phần mềm nói trên, theo em thấy thì PrusaSlice là phần mềm dễ sử dụng và cho ra lớp in đẹp nhất.
1.2 Giao diện chính của phần mềm PrusaSlice
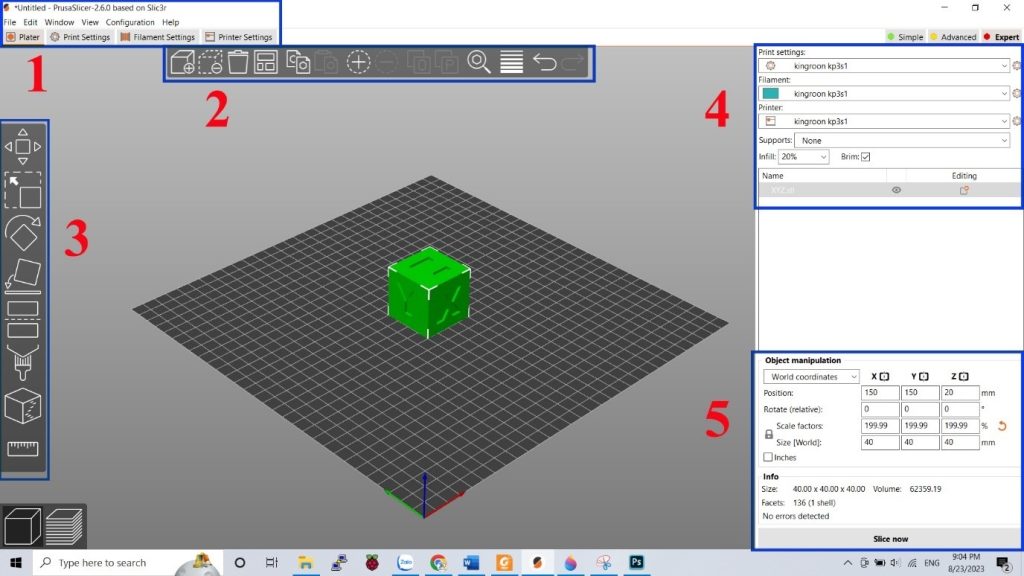
Khi mở phần mềm, ta sẽ thấy giao diện gồm có 6 phần như bên dưới:
Hình 1 Giao diện chính của phần mềm PrusaSlice
Ở phần 1 là thanh công cụ của phần mềm, gồm có 2 thanh trên và dưới. Ở thanh trên ta sẽ hiệu chỉnh phần mềm, thanh dưới gồm 4 tab hiệu chỉnh 4 phần chính của máy in.
- Tab thứ nhứ nhất Plater: giao diện chính, điều chỉnh kích thước, vị trí vật cần in.
- Tab thứ 2 (Print Settings): Điều chỉnh thông số vật cần in
- Tab thứ 3 (Filament Settings): Điều chỉnh thông số vật liệu in
- Tab thứ 4 (Printer Setting): Thông số máy in.
Đầu tiên, ta quan tâm tab thứ nhất Plater, cũng như là giao diện chính khi mở máy như hình 4.1. Ở vị thứ thứ 2 của giao diện sẽ có chức năng tăng giảm số lượng file in như hình bên dưới.
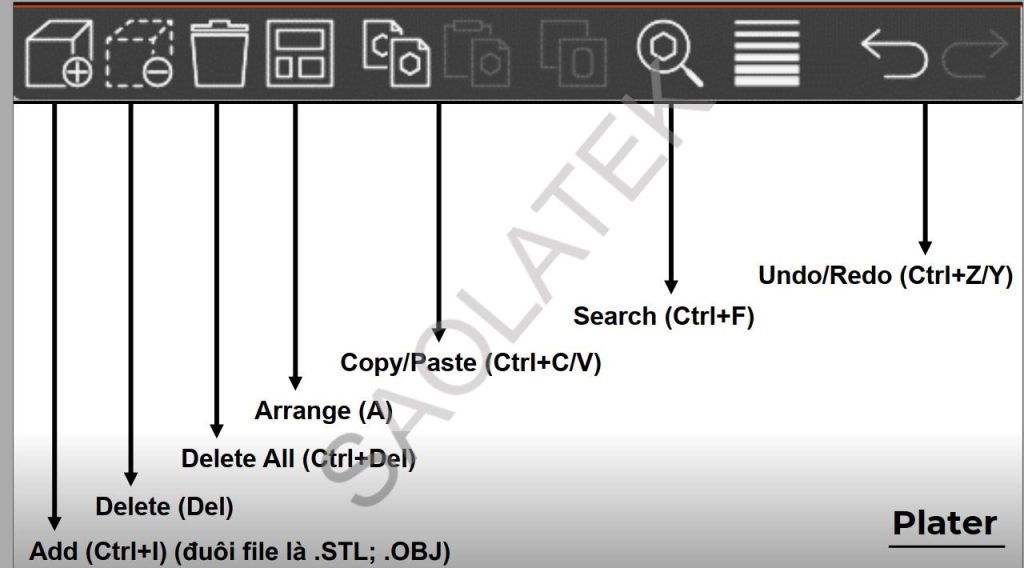
Hình 2: Thanh công cụ điều chỉnh số lượng file in.
Tiếp theo đến tab thứ 3, ta có các chắc năng điều chỉnh vị trí, kích thước file cụ thê như hình 4.3
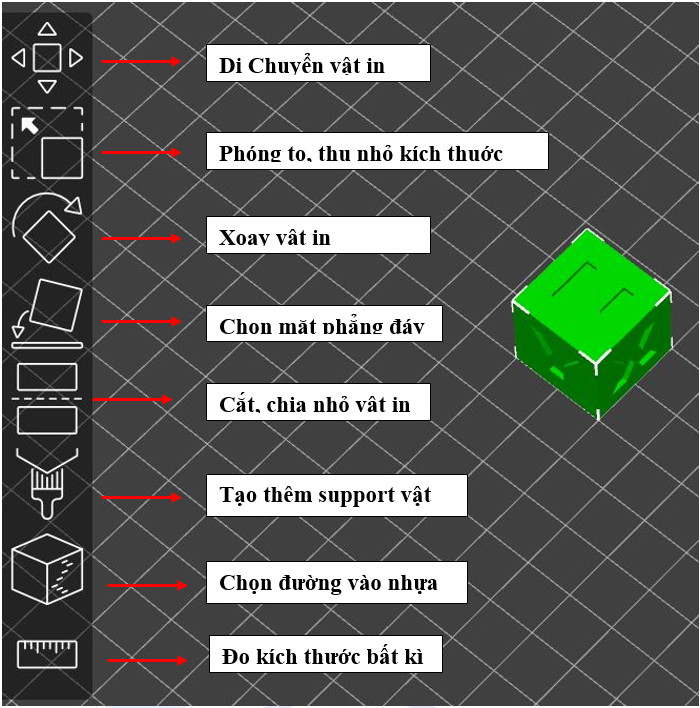
Hình 3 Thanh công cụ điều chỉnh vị trí kích thước file in
Ở tab thứ 4, ta có thể chọn thông số in, chọn máy in, chọn vật liệu in, chọn % infill, bật tắt support và brim. Cụ thể như sau:
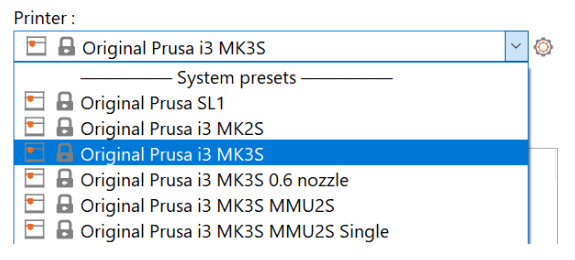
- Nếu bạn chỉ chọn một kích thước máy in và đầu phun, thì bạn đã chọn đúng máy in. Nếu bạn chọn nhập nhiều cấu hình máy in, hãy chọn cấu hình bạn muốn sử dụng từ menu thả xuống như hình 4.4
- Các vật liệu khác nhau yêu cầu nhiệt độ in, tốc độ in, làm mát khác nhau và nhiều cài đặt khác. May mắn thay, PrusaSlicer có sẵn các cài đặt trước cho nhiều vật liệu khác nhau, vì vậy bạn chỉ cần chọn một vật liệu như hình 4.5
- Nếu như bạn có nhiều máy với các thông số đầu in, kích thước khác nhau thì có thể tạo nhiều máy, khi cần sử dụng máy nào thì có thể chọn như hình 4. 6.
- Bởi vì mỗi lớp nằm trên lớp trước đó nên có thể cần phải in cấu trúc hỗ trợ bên dưới các bộ phận, nếu không sẽ được in giữa không trung. Ngoài ra, máy in khó có thể tái tạo các phần nhô ra quá dốc. PrusaSlicer có thể phát hiện vị trí đặt các giá đỡ và tạo chúng một cách tự động. Để bật hỗ trợ, hãy chọn Hỗ trợ: everywhere hoặc On build plate only từ menu thả xuống theo hình 4. 7
- Các đối tượng thường không được in ở dạng rắn nhưng cũng không rỗng. Mẫu điền thưa thớt được sử dụng để điền vào bên trong mô hình. Mục đích chính của việc lấp đầy là cung cấp cấu trúc hỗ trợ bên trong cho các lớp trên cùng, cũng như cải thiện các tính chất cơ học của bản in. Mặt khác, chúng tôi thường muốn giảm lượng vật liệu nạp vào càng ít càng tốt để giảm cả thời gian in và mức tiêu thụ vật liệu. Lượng điền có thể được điều chỉnh trong hình 4.8. Thường thì giá trị khoảng 15% hoạt động tốt.
Hình 4 Chọn thông số in
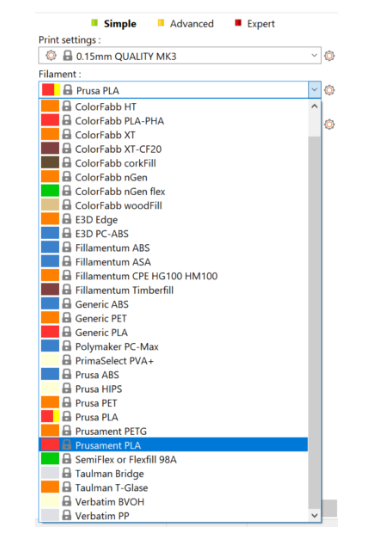
Hình 5 Chọn vật liệu in
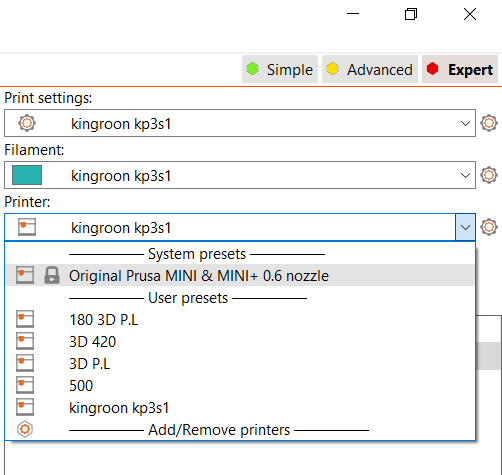 Hình.6: Chọn máy in
Hình.6: Chọn máy in
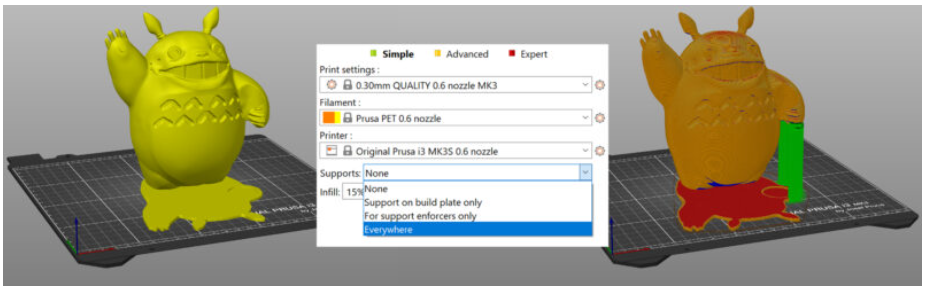
Hình 7: Chọn loại support
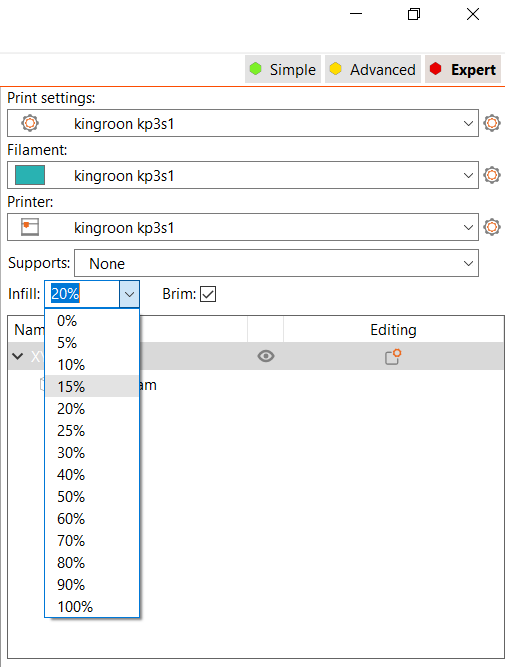
Hình 8 Chọn % infill cho phù hợp.
1.3 Print Setting – cài đặt thông số khi in
1.3.1 Layer and perimeters
- Layer hight (chiều cao layer)
Chiều cao của từng lát/độ dày của từng lớp. Chiều cao của lớp là yếu tố chính ảnh hưởng đến cả hai:
- thời gian in
- độ phân giải dọc
Bằng cách chọn chiều cao của lớp cao hơn, bạn có thể rút ngắn đáng kể thời gian in với chi phí là các lớp dễ nhìn thấy hơn. Mặt khác, việc chọn chiều cao lớp nhỏ (ví dụ: 0,10 mm) sẽ mang lại nhiều chi tiết hơn với chi phí là thời gian in lâu hơn.
Nói chung, chúng tôi không khuyên bạn nên giảm xuống dưới 0,10 mm vì cải thiện chất lượng in với các lớp 0,07 hoặc 0,05 mm là tương đối nhỏ với thời gian in lâu hơn đáng kể.

Hình 9 Layer Hight
- First layer hight (chiều cao layer lớp đầu)
Khi in với chiều cao lớp rất thấp, vẫn có thể muốn in lớp đầu tiên dày hơn để tăng độ bám dính cho giường in. Cấu hình in gốc của Prusa luôn sử dụng 0,20 mm làm chiều cao lớp đầu tiên.
Có thể biểu thị giá trị này dưới dạng giá trị tuyệt đối (ví dụ: 0,20 mm) hoặc dưới dạng phần trăm của chiều cao lớp mặc định (ví dụ: 150%).
Thay đổi chiều cao của lớp đầu tiên rất có thể sẽ yêu cầu điều chỉnh hiệu chuẩn của lớp đầu tiên trên máy in.
- Pemeriter (lớp tường).
Xác định số lượng đường viền tối thiểu tạo thành bức tường của mô hình. Các cấu hình Prusa gốc luôn sử dụng tối thiểu hai lớp.
Hình 10: Pemeriter (lớp tường).
- Spiral vase (Chế độ bình xoắn ốc)
Tạo một vùng chứa phác thảo đơn liên tục, tăng dần chiều cao Z.
Khi in bất cứ thứ gì có một bức tường có chu vi, luôn có một lỗ hổng nhỏ khiến máy in chuyển sang lớp tiếp theo. Điểm này, nơi máy in dừng lại và hoàn thành chu vi, tăng chiều cao Z bằng chiều cao của lớp và bắt đầu một chu vi mới, tạo ra một ‘vết sẹo’ khó coi chạy dọc theo cạnh của mô hình. Vết sẹo này cũng là một điểm yếu của bản in.
Bình xoắn ốc không có bất kỳ điểm nào như vậy mà lớp thay đổi, ngoại trừ N lớp rắn dưới cùng đầu tiên. Thay vào đó, chiều cao luôn tăng dần cho đến khi đạt đến đỉnh của bản in.
Khi chế độ bình hoa được kích hoạt, PrusaSlicer sẽ tự động đặt các cài đặt liên quan tương ứng:
- một chu vi
- nạp 0%
- các lớp rắn trên cùng bị vô hiệu hóa
- hỗ trợ bị vô hiệu hóa
- vô hiệu hóa “đảm bảo độ dày vỏ dọc”
Vẫn có thể điều chỉnh số lớp rắn phía dưới. Hơn nữa, có thể điều chỉnh chiều rộng Extrusion của External Perimeters trong menu Advanced để có được bình dày hơn/chắc hơn/kín nước (ví dụ: từ 0,45 đến 0,6).
Mô hình nên được định nghĩa là một khối. Nếu không, PrusaSlicer sẽ thử (và không thành công) để tạo cả bề mặt bên trong và bên ngoài, vì vậy chỉ lập mô hình kích thước bên ngoài.
Mỗi lần chỉ có thể in một đối tượng ở chế độ bình hoa. Nếu có nhiều đối tượng trên bàn in, sẽ không thể in chúng liên tục. Có thể khắc phục hạn chế này bằng cách bật in tuần tự.
- Solid layers – top/bottom (lớp trên – dưới)
Phần dưới cùng và trên cùng của mỗi mô hình thường được lấp đầy bằng các lớp đặc (100% infill).
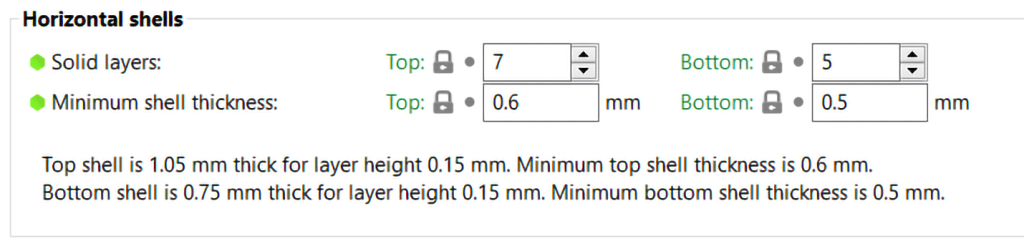
Có thể đặt bao nhiêu lớp trên cùng và dưới cùng tùy thích. Cũng có thể đặt độ dày thành tối thiểu, điều này đặc biệt hữu ích khi sử dụng chức năng chiều cao lớp thay đổi. Chú giải công cụ bên dưới các cài đặt này sẽ cập nhật với mọi thay đổi thực hiện, giúp hiểu rõ hơn về độ dày thành trên/dưới thu được.
Đặt các lớp đặc trên cùng hoặc dưới cùng thành 0 sẽ ghi đè độ dày thành tối thiểu. Vì vậy, không cần phải đặt độ dày thành tối thiểu thành 0 để có được các lớp trên cùng hoặc dưới cùng.
Hình 11: Hiệu chình Top/Bottom Layer
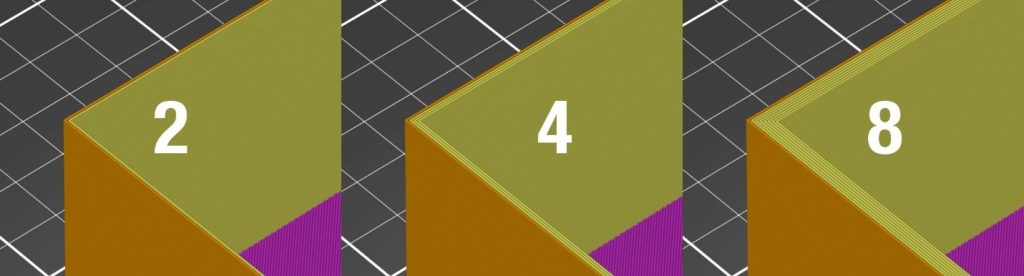
Phần chèn rắn trên cùng về cơ bản là bắc cầu qua mẫu chèn. Do đó, hầu như bạn sẽ luôn thấy một chút chùng xuống ở một vài dòng đầu tiên. Độ thấm càng thấp, khoảng cách bắc cầu càng dài và kết quả là độ võng càng lớn. Điều này có thể được khắc phục bằng cách đơn giản là tăng số lớp rắn – chúng tôi đề xuất ít nhất 3 lớp trên cùng. Bạn có thể giảm thêm hành vi này bằng lưới sửa đổi, giúp tăng lượng chất độn cho một vài lớp cuối cùng trước khi chất rắn thấm vào.
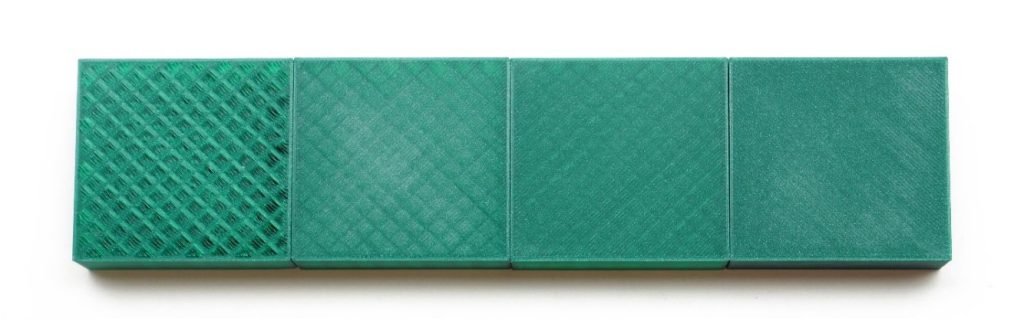
Hình 12: Top Layer _Từ trái sang phải, lớp 1, 2, 3 và 5 trên cùng, được in ở độ cao lớp 0,1 mm.
- Ensure vertical shell thickness (Đảm bảo độ dày mặt ngoài)
Chức năng này giải quyết một trong những vấn đề lớn nhất của các máy cắt cũ hơn, đó là có các lỗ giữa các chu vi trên một bề mặt nghiêng. Điều này là điển hình khi in tượng bán thân và các mô hình trông có vẻ hữu cơ khác. Những vật thể như vậy thường có một vài lỗ trên đỉnh đầu. Khi chức năng này được bật, PrusaSlicer đảm bảo rằng nó đặt các hỗ trợ (nội bộ) cần thiết cho các chu vi trong một lớp sắp tới.

Hình 13: Ensure vertical shell thickness
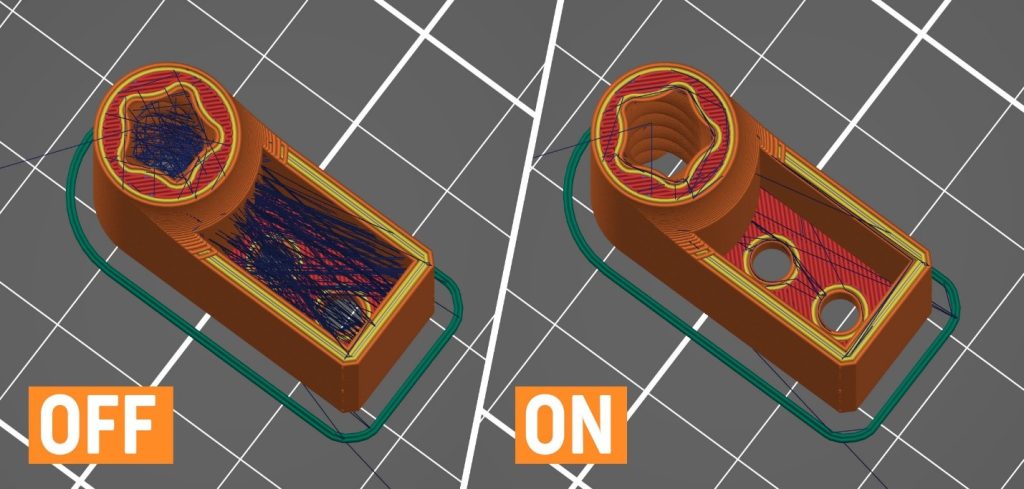
- Avoid crossing perimeters (tránh vành đai)
Tránh vượt qua các vành đai là một thuật toán để giảm thiểu việc vượt qua các vành đai bên ngoài trong quá trình di chuyển, giúp giảm việc xâu chuỗi (đặc biệt là với máy đùn Bowden) và cải thiện chất lượng in tổng thể.
Bật tính năng này sẽ làm chậm quá trình tạo mã G và tăng phần nào thời gian in (thời gian tăng khác nhau giữa các kiểu máy).
Tính năng này đã được cải thiện đáng kể trong PrusaSlicer 2.3. Thuật toán mới cố gắng định tuyến đường di chuyển bên trong các đảo đối tượng bằng con đường ngắn nhất trong khi tránh các lỗ và chỗ lõm, đồng thời sử dụng con đường ngắn nhất khi di chuyển giữa các đảo.
Nếu đường vòng dài hơn Độ dài đường vòng tối đa, tránh băng qua vành đai sẽ không được áp dụng cho hành trình di chuyển này. Có thể sử dụng các giá trị tuyệt đối tính bằng milimét, phần trăm di chuyển của hành trình hoặc đặt giá trị này thành 0 để tắt tính năng kiểm tra độ dài đường vòng tối đa.
Hình 14: Chức năng Avoid crossing perimeters
- Detect thin walls (phát hiện tường mỏng)
Theo mặc định, mỗi bức tường bao gồm các chu vi bên ngoài và bên trong (tối thiểu hai chu vi đối với tường mỏng). Nếu có đủ không gian cho nó, một mẫu infill sẽ được sử dụng để lấp đầy khoảng trống giữa các chu vi bên trong/bên ngoài này.
Kích hoạt tính năng Phát hiện tường mỏng cho phép PrusaSlicer chỉ tạo ra một chu vi duy nhất hoạt động như lớp vỏ bên trong và bên ngoài. Điều này sẽ giúp nắm bắt các chi tiết nhỏ. Tuy nhiên, các bức tường mỏng hơn một chiều rộng đùn chu vi duy nhất có thể vẫn bị bỏ qua.
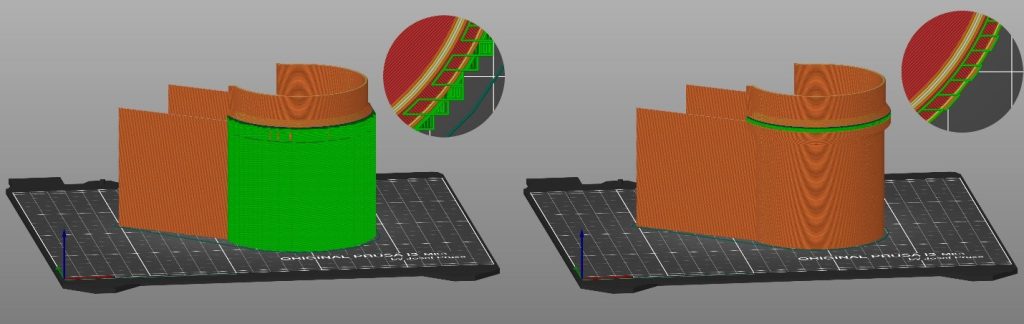
- Thick Bridges (lớp cầu)
Vì những lý do lịch sử, PrusaSlicer đã từng in những cây cầu có đường kẻ cực dày. Điều này làm cho việc bắc cầu trở nên rất đáng tin cậy và cho phép bắc cầu với khoảng cách xa hơn, nhưng chúng trông không được đẹp lắm. Hành vi mặc định mới sử dụng chiều cao lớp hiện tại để bắc cầu, làm cho cầu nối đáng tin cậy cho khoảng cách ngắn hơn, nhưng trông đẹp hơn đáng kể. Đây là chiến lược mà hầu hết các máy thái hiện đại sử dụng. Có thể chuyển sang chế độ cũ bằng cách bật tùy chọn Cầu dày. Do lớp đặc đầu tiên ở trên hỗ trợ sử dụng cài đặt cầu nối, nên thay đổi này cũng có tác động lớn đến hình thức của phần nhô ra được hỗ trợ.
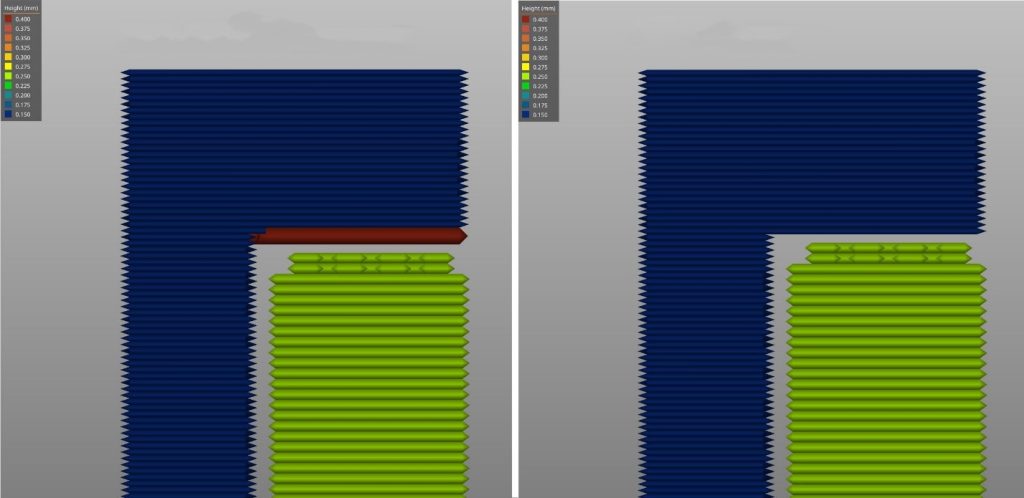
Hình 15: Lớp cầu (Trái: Đã bật cầu nối dày, Phải: Đã tắt cầu nối dày)
- Detect bridging perimeters: Cho phép bắt cầu phần nhô ra và bật quạt
- Seam position (vị trí đường vào nhựa)
Xác định điểm bắt đầu của mỗi vòng lặp chu vi và do đó xác định vị trí của đường nối dọc có khả năng nhìn thấy ở mặt bên của đối tượng. Trừ khi đang in ở chế độ Bình xoắn ốc.
Đường may trông giống như một nốt mụn nhỏ trên bề mặt mô hình. PrusaSlicer có thể cố gắng ẩn đường may vào các cạnh của mô hình (sử dụng cài đặt “Nearest”) hoặc ở mặt sau (“Rear”), trải chúng ngẫu nhiên trên bề mặt (“Random”) hoặc sắp xếp thành các đường (“Aligned”).
- External perimeters first: In từ lớp ngoài cùng vào trong.
Tham số này có thể giúp đạt được độ chính xác về kích thước do chu vi bên ngoài được đặt xuống trước và bất kỳ dây tóc thừa nào được đùn ra khi in các chu vi tiếp theo đều được đẩy lùi ra khỏi thành ngoài. Mặt khác, bề mặt có thể kém mịn màng hơn một chút.
- Fill gaps: Cho phép lấp đầy các khoảng trống giữa các chu vi riêng lẻ và giữa chu vi trong cùng.
Perimeter generator: Cho phép chuyển đổi giữa Arachne (mặc định) và bộ tạo vành đai Cổ điển. Bộ tạo chu vi Arachne tự động điều chỉnh độ rộng đùn của các chu vi khi cần. Đối với hầu hết các bản in, bộ tạo chu vi Arachne là tốt hơn, nhưng đối với một số bản in chức năng trong đó độ chính xác của các góc lõm là quan trọng, thì bộ tạo chu vi cổ điển có thể tốt hơn.
Như vậy, thông số cài đặt cơ bản phần layer and perimeters như hình bên dưới:
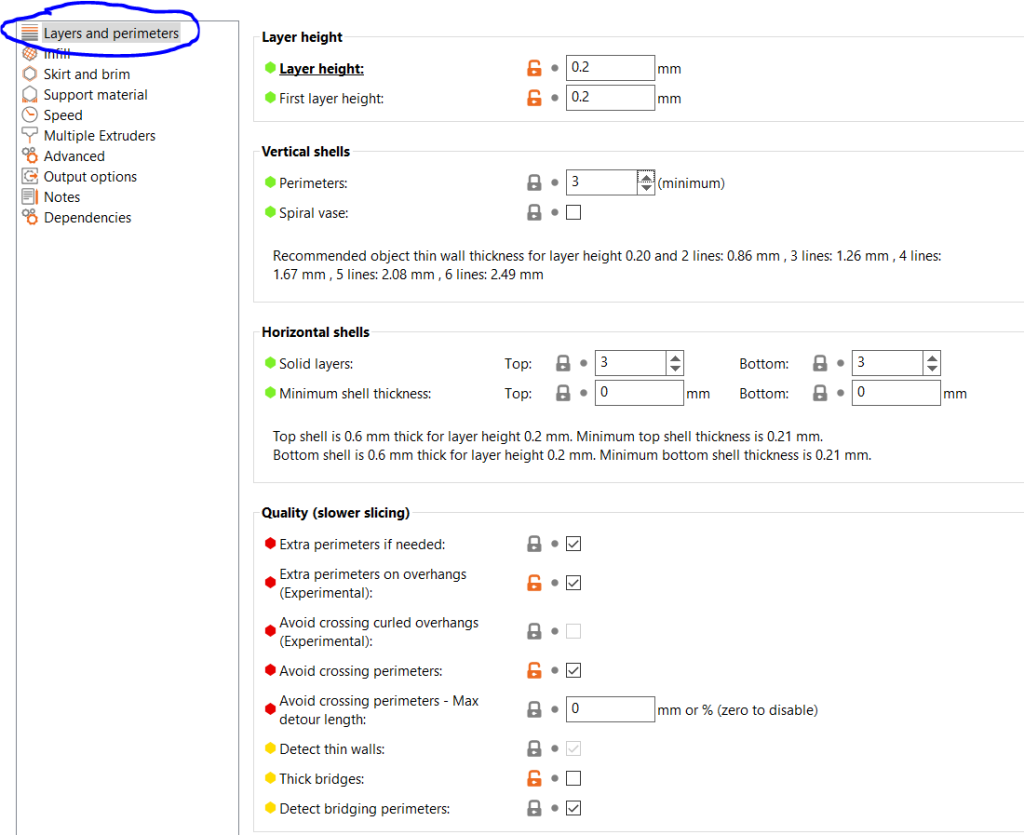
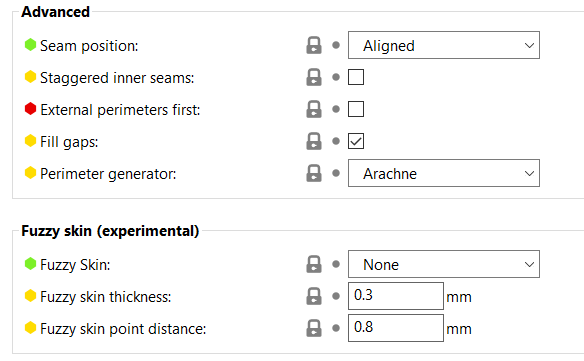
Hình 16: Thông số cài đặt của layer and perimeters
1.3.2 Infill
Infill có mục đính chính là cung cấp sự hỗ trợ nội bộ cho các lớp trên cùng, nếu không sẽ phải bắc cầu qua không gian trống. Infill cũng ảnh hưởng đến tốc độ in, độ bền kết cấu, mức tiêu thụ sợi và thậm chí cả hình thức của vật thể in.
- Fill density (mật độ lấp đầy)
Hầu hết các mô hình có thể được in với 10-15% infill. Nếu phần trên cùng của mô hình đóng lại dần dần, nó có thể được in rỗng (0% infill), thường không khuyến nghị điều này. Nếu muốn mô hình nặng hơn, muốn có khả năng chống nén cao hơn hoặc độ cứng cao hơn, có thể tăng infill. Sẽ hiếm khi cần điền vào cao hơn 30%. Cuối cùng, có thể in mô hình với 100% infill và mẫu infill sẽ buộc phải thẳng. 100% infill có thể có tác động tiêu cực đến giao diện của đối tượng được in.
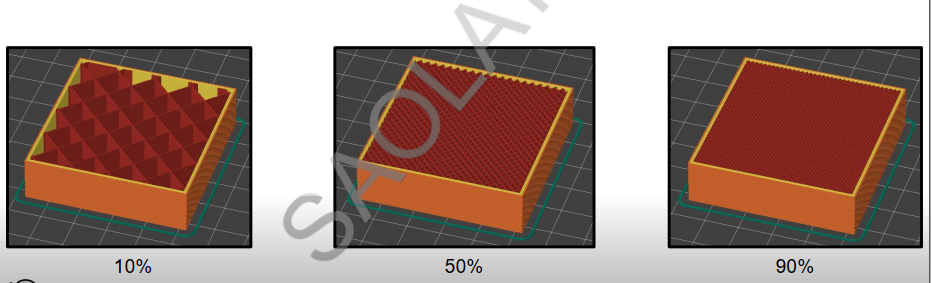
Hình 17: Fill density
- Fill pattern (mẫu infill)
PrusaSlicer cung cấp nhiều mẫu infill để lựa chọn Như hình dưới đây.
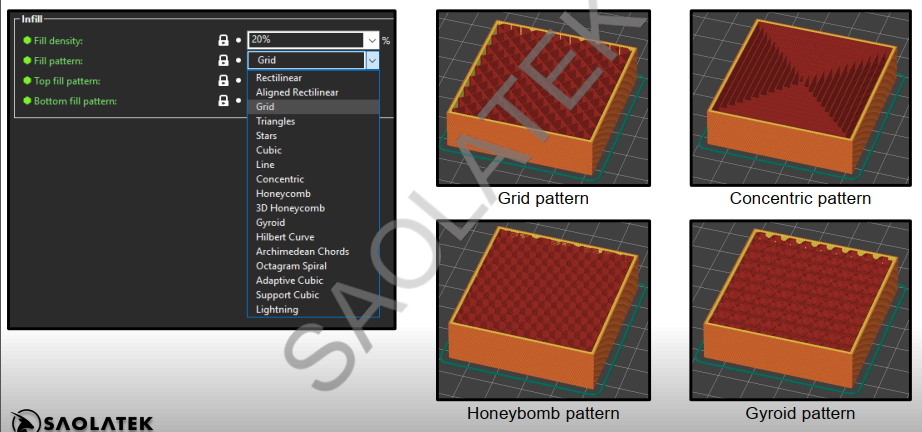
Hình 18: Ví dụ về mẫu infill
- Length of the infill anchor (chiều dài neo nạp)
Đường đổ vào thường được kết nối với các chu vi bằng cái gọi là mỏ neo, đây là một đường ngắn của một chu vi (bên trong) khác biến thành một đường đổ. Điều này làm cho vật liệu nạp chắc chắn hơn và được một số vật liệu (cụ thể là PETG) yêu cầu để ổn định dòng đùn khi bắt đầu dòng nạp.
Chiều dài của giá trị neo chèn đặt bao nhiêu milimét của neo này sẽ kết nối đường vào và các chu vi. Nếu đặt giá trị này thành 0, phần infill sẽ được in độc lập trên các chu vi. Đặt một giá trị cao hơn để in neo sẽ tiếp tục dưới dạng chính nó. Nếu được biểu thị dưới dạng phần trăm (15%) thì nó sẽ được tính trên chiều rộng đùn ép.
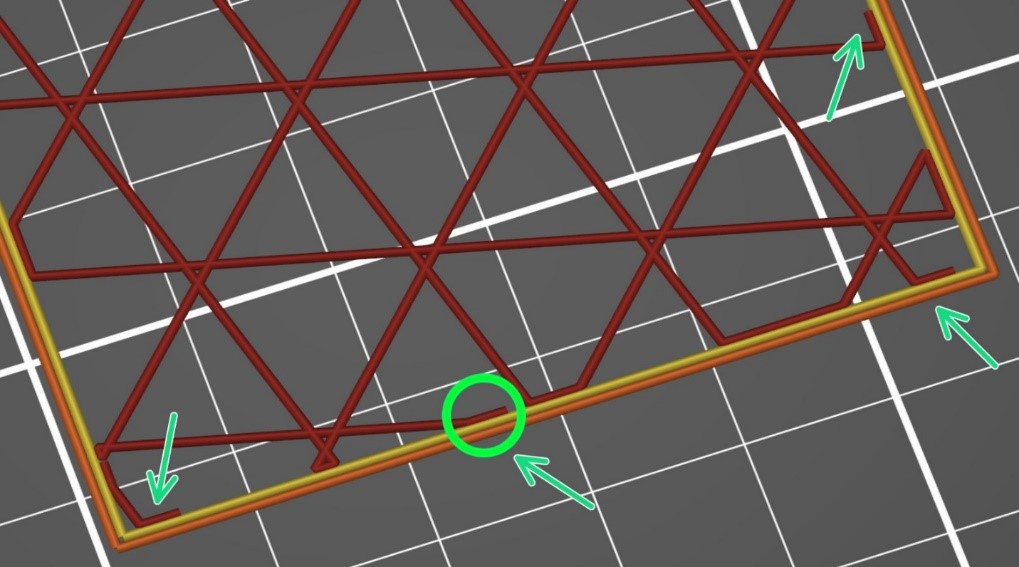
Hình 19: Length of the infill anchor (chiều dài neo nạp)
- Maximum length of the infill anchor: Giá trị này đặt chiều dài tối đa của neo chèn kết nối với các chu vi.
Top fill pattern: Có thể chọn một mẫu điền tùy chỉnh chỉ ảnh hưởng đến lớp hiển thị trên cùng, không ảnh hưởng đến các lớp liền kề bên dưới.
Bottom fill pattern: Có thể chọn một mẫu infill tùy chỉnh chỉ ảnh hưởng đến lớp hiển thị dưới cùng, không ảnh hưởng đến các lớp liền kề ở trên.
- Combine infill every X layers
Các chiều cao lớp khác nhau sẽ được sử dụng cho lớp lót và cho các chu vi để tăng tốc độ in mà không làm giảm chất lượng in.
Ví dụ: Kết hợp infill cứ sau 3 lớp, chiều cao lớp 0,1 mm, infill sẽ được in ở chiều cao lớp 0,3 mm.
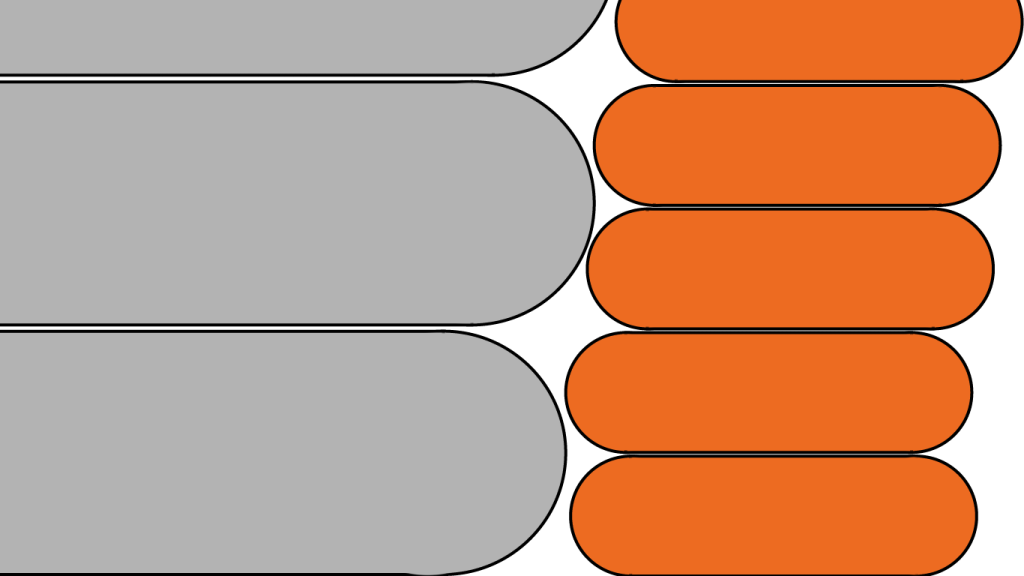
Hình 20: Combine infill every X layers
Ở hình trên, Infill (màu xám) được in ở chiều cao gấp đôi chu vi của lớp (màu cam)
- Only infill where needed (Chỉ bật infill những nơi cần)
Tùy chọn này sẽ làm cho phần đệm hoạt động giống như một cấu trúc hỗ trợ bên trong, chỉ những khu vực cần hỗ trợ mới tạo ra một mẫu đệm bên dưới chúng. Nếu được bật, nó sẽ làm chậm quá trình tạo mã G (do liên quan đến kiểm tra phần nhô ra bổ sung). Hơn nữa, việc lấp đầy có thể sẽ bị ngắt kết nối với các vành đai ở một số khu vực, vì vậy hãy thận trọng khi sử dụng tùy chọn này.
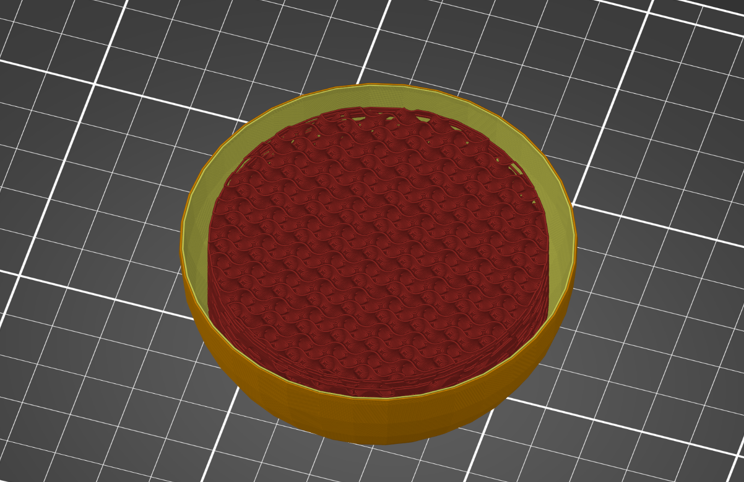
Hình 21: Chỉ kích hoạt where with Infill khi cần thiết
Như vậy, các thông số em cho là tối ưu nhất như hình 4.14 dưới đây:
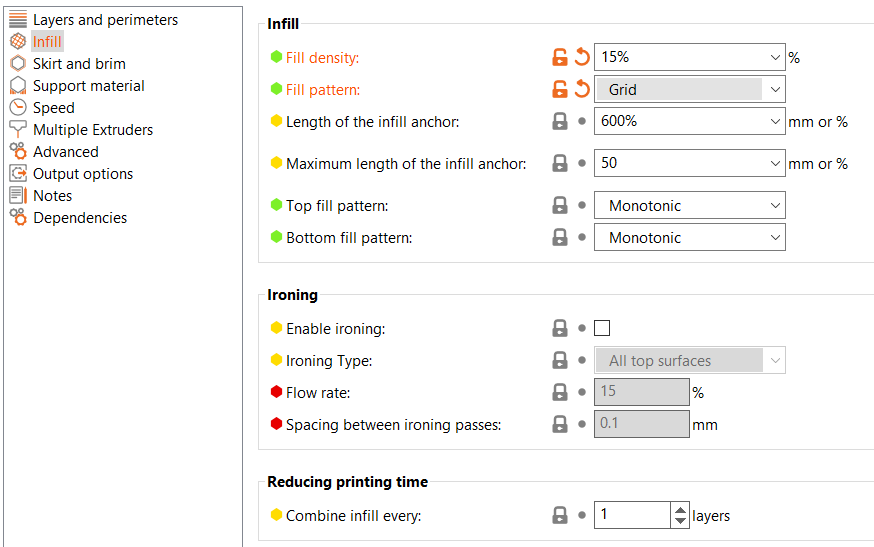
Hình 4.14: Thông số infill
1.3.3 Skirt and brim
4.3.3.1 Skirt
Skirt là đường viền in của tất cả các mẫu trên bàn in. Nó được in trước bất kỳ mẫu nào và mục đích của nó chủ yếu là để ổn định dòng chảy của dây tóc qua vòi phun.
Skirt cũng hữu ích để xác minh độ bám dính của lớp đầu tiên với bàn in. Vì nó được in trước mẫu nên có thể nhanh chóng thay đổi điều chỉnh Live Z nếu thấy lớp đầu tiên không dính đúng cách hoặc bị đầu phun ép quá nhiều.
- Loops (minimum)
Số vòng của skirt. Nếu tham số Độ dài ép đùn dây tóc tối thiểu được đặt thì số vòng lặp có thể cao hơn số vòng được định cấu hình ở đây.
Đặt thành 0 để tắt hoàn toàn skirt.
- Distance from object
Khoảng cách giữa skirt và các vật thể.
- Skirt height
Số lớp skirt cần in.
- Draft shield
Nếu được bật, nó sẽ tạo ra một chiếc skirt cao bằng vật thể cao nhất trong cảnh. Điều này có thể được sử dụng để bảo vệ ABS, ASA và các vật liệu khác khỏi bị cong vênh bằng cách tạo ra vi khí hậu xung quanh bộ phận được in và bảo vệ bản in khỏi gió lùa/gió.
4.3.3.2 Brim
Trước khi bạn cân nhắc việc bôi thêm vật liệu bám dính lên giường, hãy cân nhắc sử dụng Brim option trong PrusaSlicer để tăng diện tích bề mặt của lớp đầu tiên.
- Brim type
Có thể chọn in chỉ brim ngoài, chỉ brim trong hoặc cả brim ngoài và brim trong.
- Brim width
Chiều rộng ngang của brim sẽ được in xung quanh từng đối tượng trên lớp đầu tiên. Nói chung, nên sử dụng brim ít nhất 3mm để tăng độ bám dính.
- Brim separation gap
Độ lệch của brim khỏi đối tượng được in để loại bỏ brim dễ dàng hơn. Phần bù được áp dụng sau khi bù chân voi.
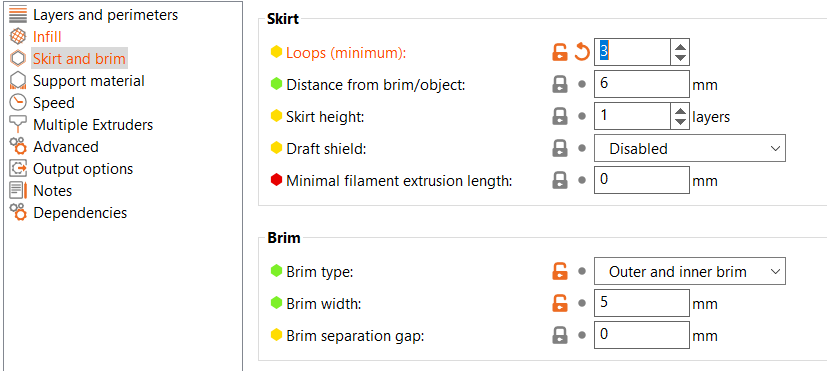
Hình 22: Thông số skit and brim
1.3.4 Support material
Máy in 3D hoạt động bằng cách đặt lớp nhựa này lên lớp nhựa khác để tạo ra vật thể 3D. Mỗi lớp mới phải được hỗ trợ bởi lớp bên dưới nó. Nếu một phần mô hình của bạn bắt đầu ở giữa không trung và không được hỗ trợ bởi bất kỳ thứ gì bên dưới, thì bạn cần thêm cấu trúc hỗ trợ bổ sung để đảm bảo in thành công.
PrusaSlicer vừa có thể phát hiện các khu vực cần hỗ trợ vừa tự động tạo chúng ở những nơi này.
Bạn cũng có thể đặt hỗ trợ theo cách thủ công bằng cách sử dụng:
- Sơn trên support
- Hỗ trợ người thi hành và chặn
Hỗ trợ có thể được bật từ bảng bên phải hoặc trong Print settings – Support material – Generate support material.
Có 3 kiểu Hỗ trợ khác nhau trong PrusaSlicer
- Gird
- Snup
- Organic
Khi quá trình in hoàn tất, tùy thuộc vào hình dạng mô hình và vật liệu được sử dụng, cấu trúc hỗ trợ thường có thể tháo rời dễ dàng bằng tay trần. Có thể sử dụng kìm để cầm nắm tốt hơn ở những nơi khó tiếp cận. Cũng có thể sử dụng dao mổ hoặc dao tiện ích để loại bỏ sạch phần giá đỡ dường như bị kẹt vào mô hình.
- Supports everywhere
Support có thể phát triển từ cả bàn in và bất kỳ bề mặt mô hình nào khi cần thiết.
Điều này đảm bảo rằng mọi phần nhô ra và bộ phận bắt đầu ở giữa không trung sẽ được hỗ trợ. Tuy nhiên, những khiếm khuyết nhỏ có thể xuất hiện trên bề mặt nơi hỗ trợ bắt đầu phát triển.
- Supports from build plate only
Chỉ tạo support có đế ở bàn in.
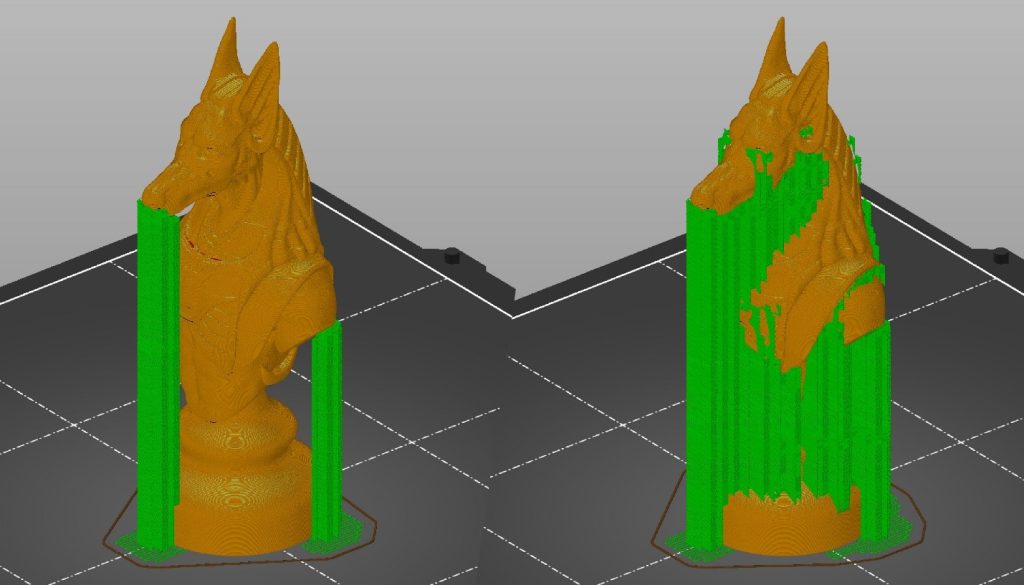
Hình 23: Supports from build plate only_ Chỉ hỗ trợ từ tấm xây dựng (trái), hỗ trợ ở mọi nơi (phải)
- For support enforcers only
Tạo support tự động chỉ được bật cho các khu vực được đánh dấu bằng người thực thi support. Tùy chọn này về cơ bản là một phím tắt để bật Print settings – Support material – Generate support material, nhưng để tắt Print settings – Support material – Auto-generated supports.
- Supports on/off for individual models
Có thể in nhiều đối tượng cùng một lúc với các cài đặt support riêng. Theo mặc định, tất cả các kiểu máy đều bị ảnh hưởng bởi cài đặt chung. Có thể ghi đè chúng bằng cách nhấp chuột phải vào mô hình trong chế độ xem 3D và chọn Support material. Ngoài ra, có thể nhấp chuột phải vào biểu tượng chỉnh sửa trong danh sách Object list.
Một cửa sổ mới sẽ xuất hiện ở bảng bên phải có tên là Object settings to modify – Support material. Việc thay đổi các cài đặt này sẽ chỉ ảnh hưởng đến đối tượng có liên quan và các phiên bản của nó. Có thể xóa cài đặt ghi đè bằng cách nhấp vào biểu tượng chữ thập đỏ. Khi làm như vậy, cài đặt chung sẽ một lần nữa được áp dụng.
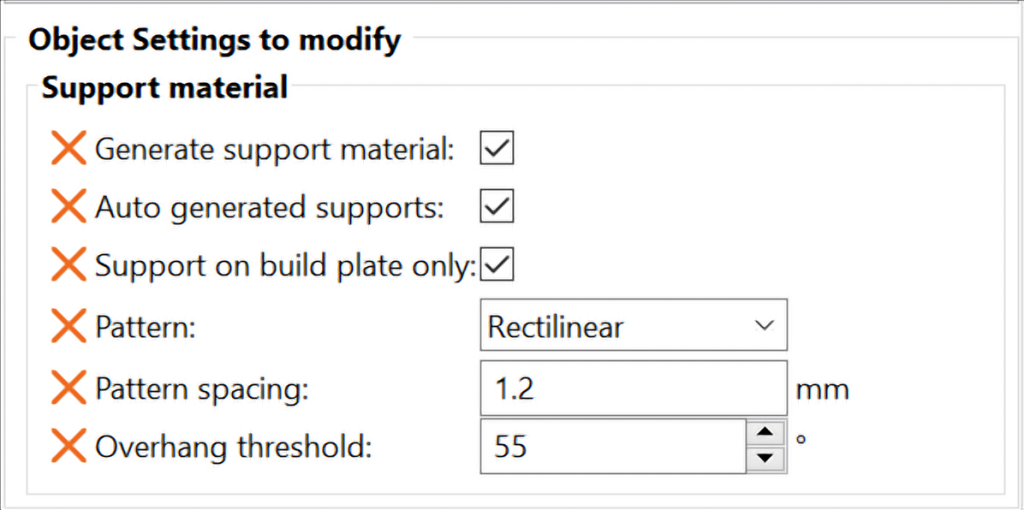
Hình 24: Supports on/off for individual models
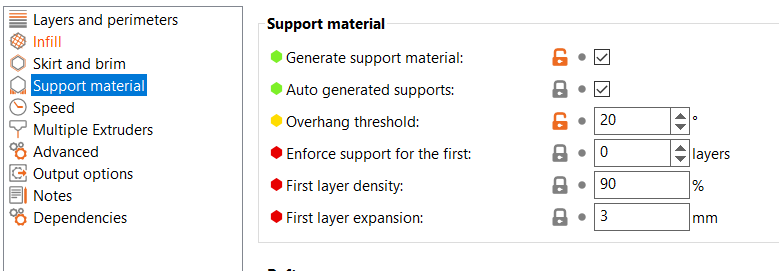
- Generate support material: Bật hoặc tắt support
- Auto-generated supports
Khi tắt, tính năng phát hiện phần nhô ra sẽ tắt. Chỉ những upport enforcers mới tạo ra support.
- Overhang threshold (Góc support)
Giá trị Overhang threshold biểu thị độ dốc ngang nhất (được đo từ mặt phẳng nằm ngang) mà có thể in mà không cần vật liệu support (90=vertical)
Thay đổi giá trị này là một cách nhanh chóng để điều chỉnh số lượng support được tạo.
Giá trị càng thấp, càng ít support sẽ được tạo ra.
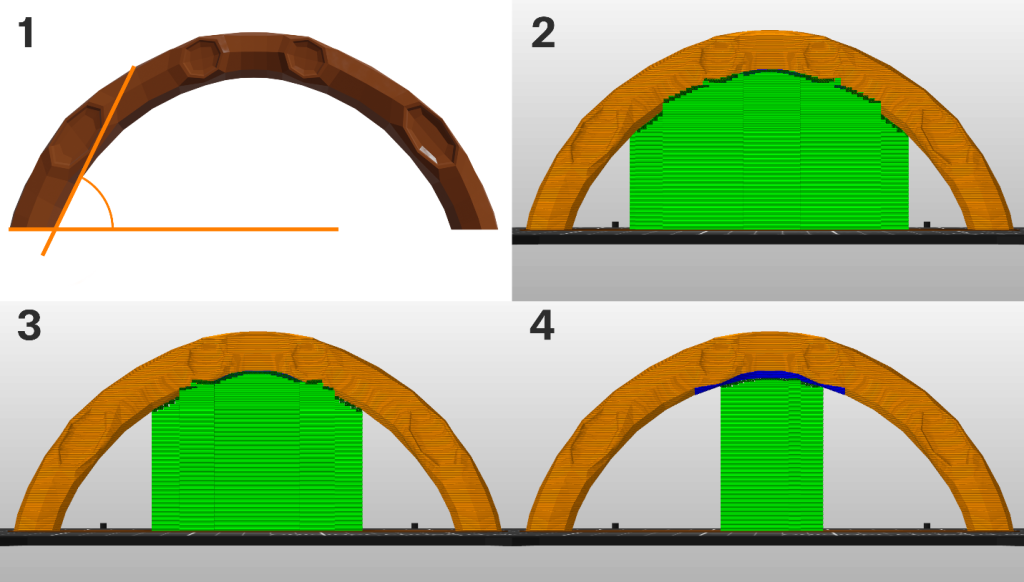
Hình 25: Overhang threshold (Góc support)
- Giá trị Overhang threshold và cách nó được đo
- Overhang threshold 55
- Overhang threshold 35
- Overhang threshold 15
- Enforce support for the first
Tạo vật liệu support cho số lượng lớp được chỉ định tính từ dưới lên, bất kể vật liệu support thông thường có được bật hay không và bất kể ngưỡng góc nào. Điều này rất hữu ích để tăng độ bám dính của các vật thể có dấu chân rất mỏng hoặc kém trên tấm xây dựng.
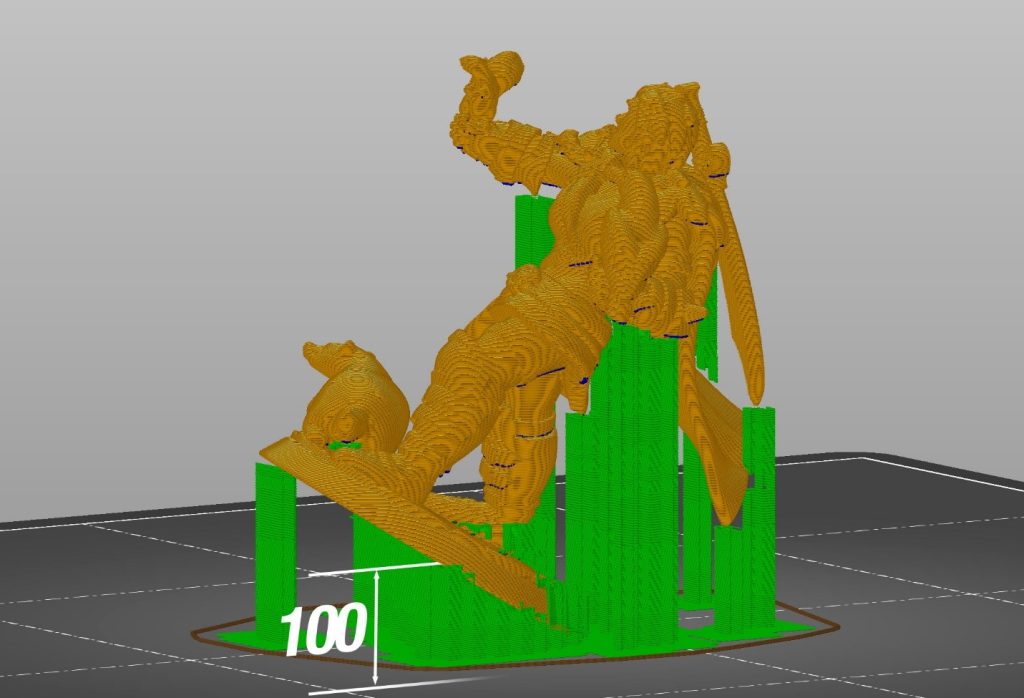
Hình 26: Enforce support cho 100 lớp đầu tiên
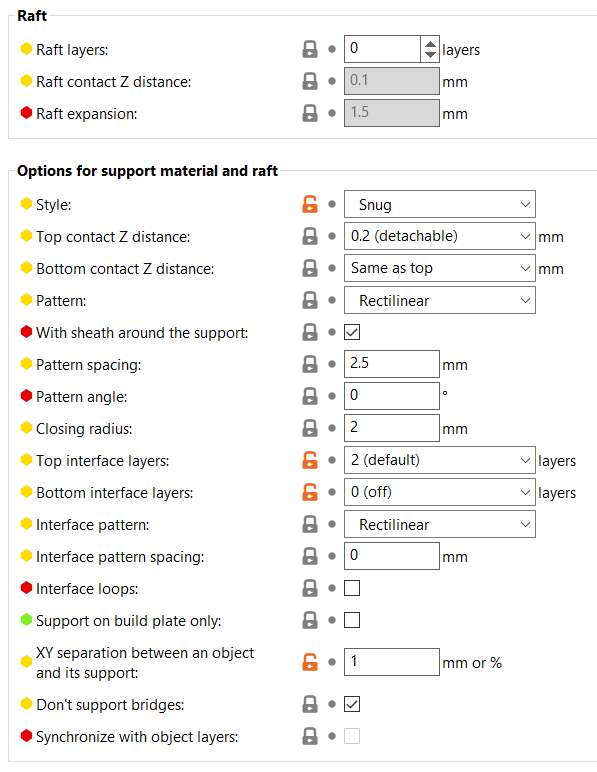
- Raft layers
Đối tượng sẽ được nâng lên theo số lớp này và vật liệu support sẽ được tạo ra bên dưới nó. Khi quá trình in kết thúc, có thể lấy raft và bóc nó ra khỏi bộ phận.
- Raft contact Z distance
Khoảng cách thẳng đứng giữa raft và vật thể. Bỏ qua cho các giao diện hòa tan.
- Raft expansion
Mở rộng raft trong mặt phẳng XY để ổn định tốt hơn.
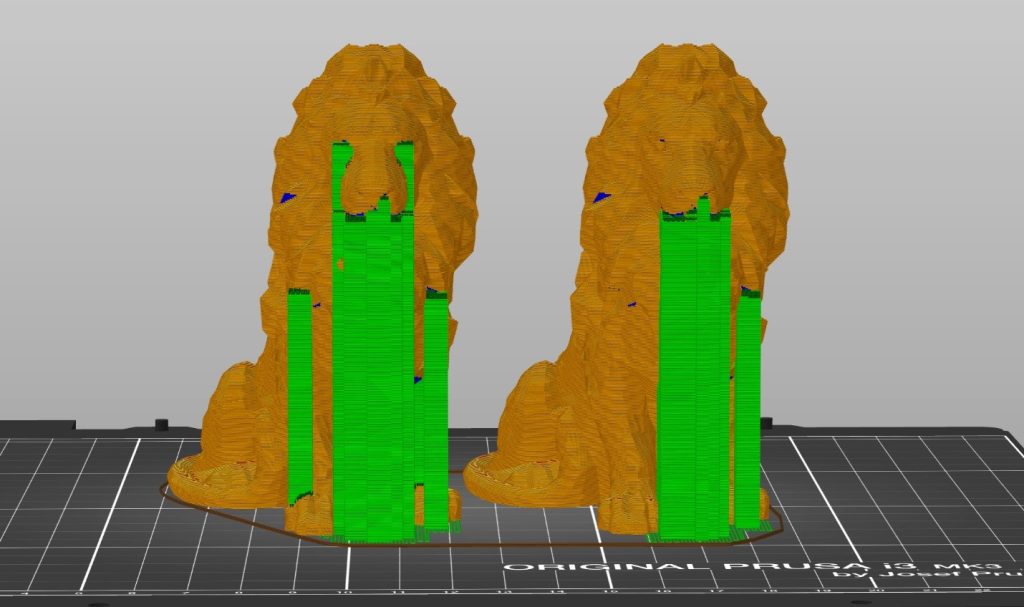
- Style
Kiểu dáng và hình dạng của support. Support Grid mặc định có diện tích tối thiểu được xác định rất rõ ràng, khiến chúng rất ổn định. Tuy nhiên, chúng có xu hướng rò rỉ ra khỏi các vùng mà chúng support dọc theo các bức tường của vật thể. Giá đỡ Snug duy trì hình dạng của phần nhô ra, vì vậy chúng không bị rò rỉ vào tường. Đánh đổi là khả năng ổn định thấp hơn của các trụ đỡ cao và mỏng.
Hình 27: Support Gird (trái), Support snup (phải)
Organic supports cung cấp một cách tiếp cận hoàn toàn khác để support các khu vực nhô ra. Các nhánh của cấu trúc support phát triển từ các phía và tự động dày đặc hơn bên dưới các bộ phận cần support. Organic supports có thể tháo rời dễ dàng, không để lại sẹo trên bề mặt và in nhanh và rẻ.

Hình 28: Support snup (trái), Organic supports (phải)
- Top contact Z distance
Khoảng cách thẳng đứng giữa vật thể và giao diện vật liệu support.
Đặt giá trị này thành 0 sẽ ngăn PrusaSlicer sử dụng luồng và tốc độ cầu cho lớp đối tượng đầu tiên.
Giá trị từ 50-75% chiều cao lớp dường như hoạt động tốt.

Hình 29: Top contact Z distance
- Bottom contact Z distance
Tương tự như Top contact Z distance, nhưng ảnh hưởng đến khoảng trống ở dưới cùng của tháp support (khi support bắt đầu ở trên cùng của mô hình chứ không phải trên tấm xây dựng).
- Pattern
Đường thẳng – mặc định, thường dễ xóa nhất
Lưới ô vuông – chắc chắn hơn và ít bị gãy hơn trong quá trình in so với đường thẳng, khó loại bỏ hơn
Tổ ong – chắc chắn, hơi khó gỡ bỏ
- With sheath around the support
Tạo một chu vi duy nhất xung quanh support, làm cho chúng chắc chắn hơn nhưng khó tháo dỡ hơn.
- Pattern spacing
Khoảng cách giữa các dòng vật liệu support. Tăng để loại bỏ support dễ dàng hơn. Các lớp giao diện support bắc cầu qua các dòng vật liệu support, nếu tăng giá trị này quá nhiều, các cầu nối này sẽ bắt đầu chùng xuống và có kết nối không hoàn hảo với mô hình.
Khoảng cách mẫu cũng đặt độ phân giải bên trong của lưới support của PrusaSlicer. Nếu đang sử dụng support Paint-on hoặc Support enforcers và không thể buộc support chính xác ở nơi mình muốn, hãy thử giảm khoảng cách mẫu để có độ phân giải cao hơn.
- Pattern angle
Xoay góc mẫu infill trên mặt phẳng nằm ngang.
- Closing radius
Chỉ dành cho support Snug. Những khoảng trống nhỏ hơn bán kính đóng sẽ được lấp đầy.
- Top interface layers
Các lớp giao diện tạo thành bề mặt đồng đều hơn giữa vật thể và vật liệu support. Tốt nhất nên đặt các lớp này thành mẫu dày đặc hơn nhiều so với các lớp không có giao diện để có thể vừa tối đa hóa diện tích bề mặt của giá đỡ tiếp xúc với mô hình nhằm tránh bị võng đồng thời giảm thiểu thời gian in và vật liệu được sử dụng với khoảng cách mẫu không có giao diện lớn hơn.
- Bottom interface layers
Tương tự như Top interface layers, nhưng ảnh hưởng đến số lớp giao diện ở dưới cùng của tháp support (khi các support bắt đầu ở trên cùng của mô hình chứ không phải trên tấm xây dựng).
- Interface pattern spacing
Khoảng cách giữa các đường giao diện. Đặt thành 0 để có giao diện chắc chắn.
- Interface loops
Khi được bật, lớp support trên cùng được bao phủ bởi các vòng – polylines liên tục.
- Support on build plate only
Support chỉ có thể bắt đầu trên bàn in. Kích hoạt tùy chọn này là một cách thực sự nhanh chóng để loại bỏ các support dư thừa chủ yếu trên các hình dạng hữu cơ. Đảm bảo kiểm tra bản xem trước và xác minh rằng tất cả các bộ phận đều được support hoặc ở góc nhô ra mà máy in có thể quản lý được.
Hình 30: Support everwhere (trái) vs Support on build plate only (phải)
- XY separation between an object and its support
Đặt chiều rộng của khoảng cách giữa mô hình và giá đỡ. Khoảng cách XY lớn hơn làm giảm diện tích tiếp xúc của support nhưng giúp chúng dễ tháo hơn và ít bị dính vào mô hình hơn.
Nếu được biểu thị dưới dạng phần trăm (ví dụ 150%) thì nó sẽ được tính trên chiều rộng chu vi bên ngoài.
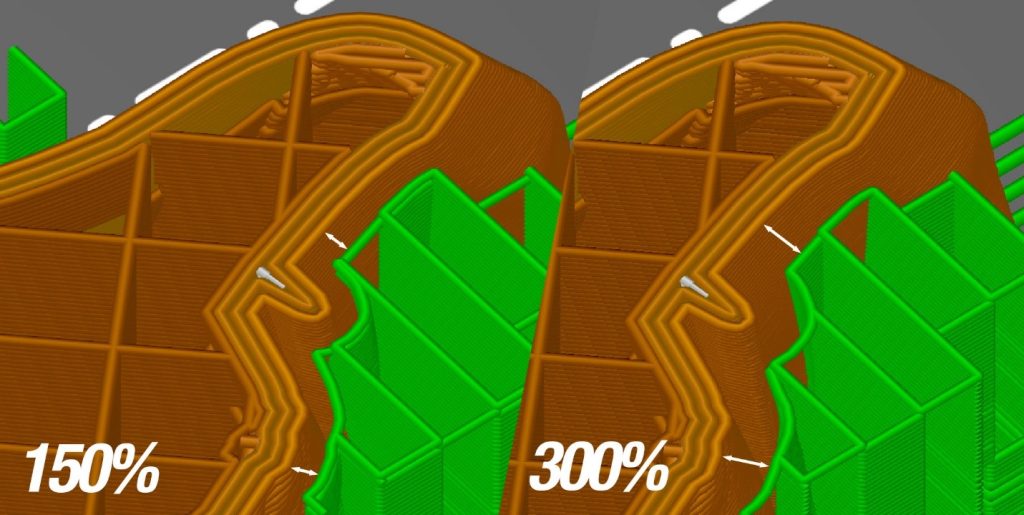
Hình 31: XY separation between an object and its support
- Don’t support bridges
Ngăn chặn vật liệu support được tạo ra dưới các khu vực bắc cầu.
- Synchronize with object layers
Support sẽ được in ở độ cao lớp bằng với bản thân mô hình. Điều này rất hữu ích với các máy in đa vật liệu, trong đó công tắc máy đùn đắt tiền.
Đồng bộ hóa với các lớp đối tượng chỉ có thể được bật với các support hòa tan (liên hệ với khoảng cách Z 0).
Việc không đồng bộ hóa với các lớp đối tượng cho phép các lớp support phát triển nhanh hơn các lớp đối tượng (nếu không bị logic làm mát làm chậm lại quá mức) và chiều cao lớp độc lập cũng cho phép PrusaSlicer theo dõi chính xác khoảng cách giữa đối tượng và bề mặt trên cùng của support. Có thể coi đây là cấu hình được ngay cả đối với các support không thể hòa tan trong tương lai.
Qua quá trình làm việc và tìm hiểu, thông số em thường sử dụng như hình dưới đây:
Hình 32: Thông số mục Support material
1.3.5 Speed
Điều chỉnh tốc độ máy in. PrusaSlice hổ trợ điều chỉnh được tốc độ của từng phần cảu vật in. Máy in core XY có thể in được với tốc độ khá cao. Nhưng tối ưu nhất ở thông số như hình 4.26.
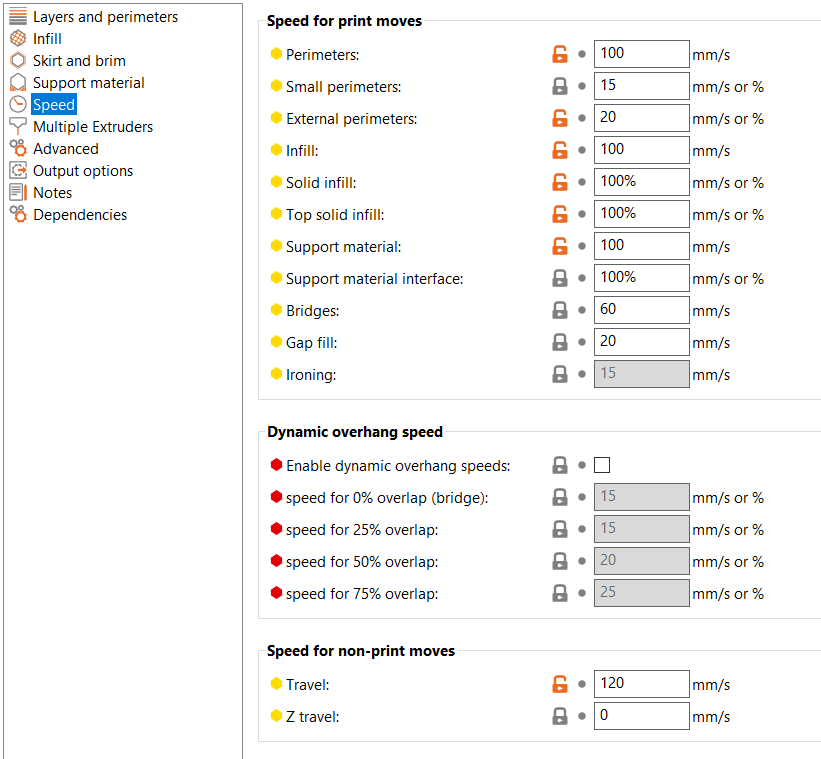
Hình 33: Điều chỉnh tốc độ máy in_speed
1.4 Filament Settings. (Cài đặt thông số nhựa)
1.4.1 Filament
Ở mục này, ta cần chỉnh nhiệt độ đầu in và nhiệt độ bàn nhiệt cho phù hợp với từng loại nhựa khác nhau. Một số loại nhựa với nhiệt độ phổ biến như sau:
- PLA
- Nhiệt độ in 180-210
- Nhiệt độ bàn 20-60
- ABS
- Nhiệt độ in 210-250
- Nhiệt độ bàn 80-110
- Petg
- Nhiệt độ in 220-250
- Nhiệt độ bàn 50-70
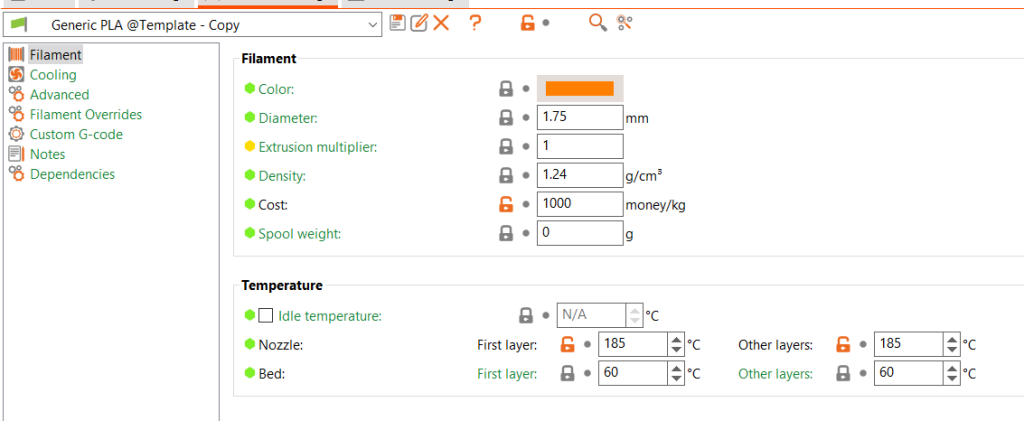
Hình 34: Cài đặt nhiệt độ
1.4.2 Cooling
Hầu hết các máy in đều có quạt chuyên dụng, quạt sẽ có tác dụng thổi gió vào để làm mát nhựa. Tuy nhiên, đối với nhựa ABS điều này sẽ khiến chất lượng in tệ hơn gây cong vênh hoặc tách lớp.
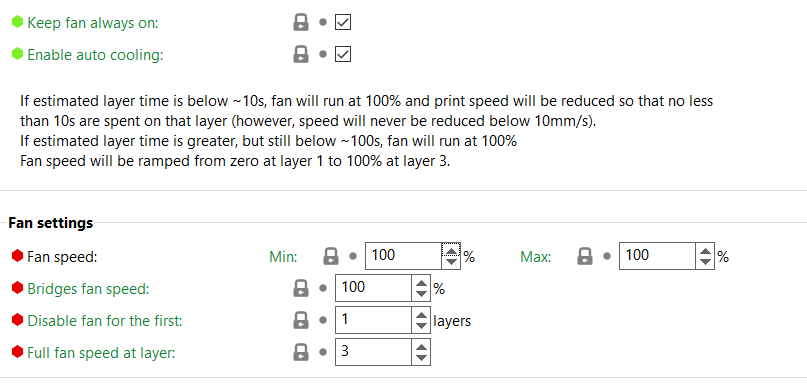
Hình 35: Bật tắt quạt và điều chỉnh tốc độ quạt
1.5 Printer Setting
1.5.1 Sire_Khổ in
Tùy thuộc vào máy in mà ta nhập vào khổ máy khác nhau. Ở đây, e thiết kế máy 400*400*400 mm nên nhập thông số như hình 4.29 bên dưới:
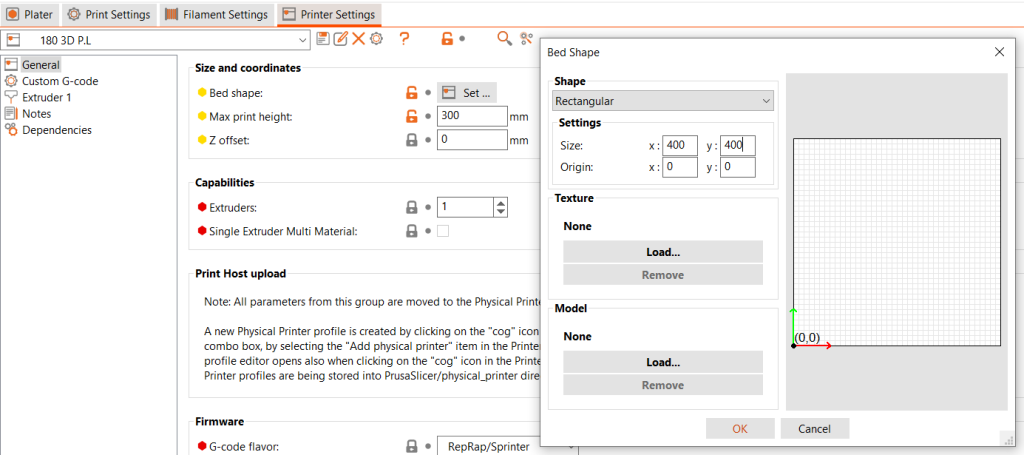
Hình 36: Khổ in máy
1.5.2 Extruder
- Nozzle diameter (đường kính đầu in):
Một máy in có thể lắp các loại đầu in có đường kính khác nhau từ 0.1 – 1.0 mm tùy vào nhu cầu của người sử dụng. Đường kính càng nhỏ độ mịn càng cao bù lại thời gian in khá lâu. Ở đây em sử dụng đầu in có đường kính 0.6.
- Retraction (rút nhựa)
Có 2 thông số khá quan trọng trong mục này. Nó quyết định chất lượng in khá nhiều. Và cần có thời gian test rất kỹ để có cho ra mẫu in tốt, không bị tơ.
- Length (chiều dài rút nhựa): thường thì từ 0-2 mm cho đùn trực tiếp và từ 1.5-5 cho đùn gián tiếp.
- Retraction speed (vận tốc rút): Sợi nhựa sẽ được rút với vận tốc được tính bằng đơn vị mm/s. thường thì từ 20-60 (mm/s).
Đối với các mẫu in có độ mỏng, ta cần quan tâm thêm mục Lift -Z (Nâng trục Z lên trước khi chuyển lớp in). Thường được nâng lên với công thức: Layer Hight +0.1.
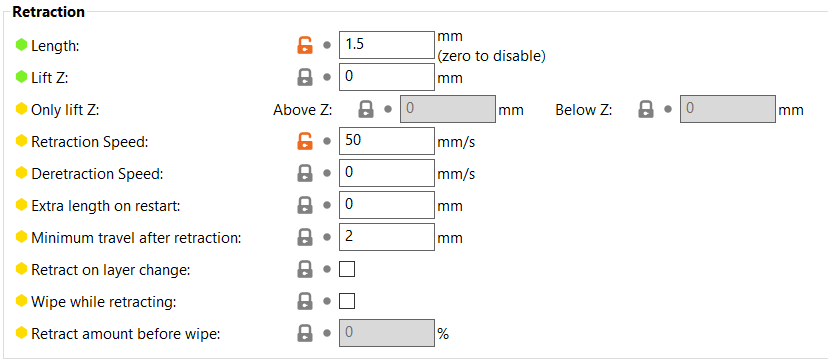
Hình 37: Cài đặt thông số retraction.
